You open a box. The faucet looks great. You install it. It drips. One drop destroys trust. I see this often. I fix it before you see it.
Common faucet issues include leakage, peeling plating, surface scratches, unstable water flow, and missing installation parts. You avoid these by confirming samples, locking technical drawings, and inspecting production. Glowjoy monitors the line and tests finished goods to stop defects in China.
%(faucet quality control inspection)Inspector checking faucet quality on production line
Making faucets involves casting, polishing, and plating. Many steps mean many risks. I break down the top five issues and how I stop them.
Why do faucets leak and how do I stop it?
A leak is the worst defect. It causes water damage and returns. It happens inside the metal or at the joints.
Leaks come from poor casting quality or bad seals. Sand holes in brass or cheap rubber rings cause failure. I enforce 100% high-pressure air and water testing on the assembly line to catch every drip.
%(faucet leak testing manufacturing)Worker performing high pressure leak test on faucets
I see leaks start deep inside the brass body. We call them sand holes. They happen when the casting temperature is wrong. Sometimes, the machining is rough. The rubber O-ring gets cut during assembly. The water finds a way out. I prevent this with strict rules. I demand raw material checks. I inspect the casting wall thickness. I make the factory run high-pressure air tests (0.6MPa) and water tests (1.6MPa) on every unit. I do not settle for spot checks here. I check the cartridge seat smoothness. A rough seat destroys the ceramic disc. I record the pressure holding time. If the needle drops, the faucet fails. This keeps your customers dry and happy.
Leak Prevention Checklist
| Cause of Leak | Prevention Method | My Standard |
|---|---|---|
| Sand holes | Gravity casting | 1.6 MPa Water Test |
| Damaged O-ring | Smooth machining | Visual check of seal seats |
| Loose Cartridge | Torque wrench use | Torque spec (e.g., 10-12 Nm) |
| Body Crack | Wall thickness check | Weight check per unit |
Will the finish peel or scratch after a few months?
Chrome should shine like a mirror. Blisters and scratches make it look like junk. Appearance is value.
Blistering happens when the plating bonds poorly. Scratches happen during reckless assembly. I require salt spray testing for durability and visual inspections under strong light to reject cosmetic flaws.
%(faucet plating defects blistering)Chrome faucet with visible surface scratches and plating blister
I touch the surface of a faucet. It must feel like glass. If I feel a bump, it is a blister. This means the cleaning before plating was bad. Oil or dirt trapped under the nickel later expands. It peels off. I also see scratches. Workers throw parts into bins without protection. Tools slip and gouge the brass. I stop this. I check the electroplating time and current. I measure the nickel and chrome thickness. I use the Cross-Cut Test to check adhesion. I demand the Acid Salt Spray Test (ASS) for 24 hours. This simulates years of humid bathroom use. I also watch the packing line. I make sure workers wear white gloves. I ensure every faucet gets a soft cloth bag. Appearance drives sales. I protect it.
Surface Quality Standards
| Defect | Why it happens | How I test it |
|---|---|---|
| Blistering | Dirty surface before plating | Cross-Cut Adhesion Test |
| Corrosion | Thin plating layers | Acid Salt Spray (ASS 24h) |
| Scratches | Bad handling | Visual check at arm's length |
| Dullness | Old chemicals in tank | Gloss meter / Comparison sample |
What causes unstable flow or weak water pressure?
A new faucet should have a strong stream. A weak trickle frustrates users. This is a hidden functional defect.
Unstable flow often comes from clogged aerators or debris left in the body. I mandate a flush process before assembly and check flow rates against your local standards.
%(faucet water flow testing)Water flowing from faucet into measuring cup
I turn the handle. The water sprays sideways or comes out slow. Why? Often, it is debris. Brass shavings from machining hide in the airway. When water flows, these shavings block the aerator. Sometimes, the aerator itself is cheap. It cannot handle pressure changes. I solve this at the source. I require the factory to flush the body with high-pressure water before the cartridge goes in. I inspect the aerator brand. We use Neoperl or trusted equivalents. I test the flow rate at 3 bar pressure. I confirm it meets your market standard, like 1.5 GPM for the US or 5 L/min for Europe. I verify the stream shape. It must be round and aerated, not splashing. Consistent flow means a premium experience.
Flow Rate Control
| Feature | Common Issue | Solution |
|---|---|---|
| Stream Shape | Splashing / Side spray | Use high-quality aerator |
| Pressure | Low flow / Weak stream | Flush body to remove debris |
| Noise | Whistling sound | Check internal airway smoothing |
| Volume | Fails local regulations | Limit flow with restrictor |
Why are installation parts often missing?
Your customer hires a plumber. The box is open. The mounting nut is missing. The plumber leaves. You lose a customer.
Missing gaskets, hoses, or fixing kits are common packing errors. Human fatigue causes this. I use weight checks and precise packing lists to ensure every box contains a complete installation set.
%(faucet accessories packing check)Set of faucet installation accessories including hoses and nuts
I open boxes during inspections and often find empty spaces. A worker forgot the rubber washer. Or they put in one screw instead of two. These parts cost pennies, but missing them costs you dollars. I fix this with process control. I create a "Golden Sample" box. It has every part in the right place. The packaging line must match it. I advise factories to use digital scales at the end of the line. If a box is light, the belt stops. I also check the manual. It must match the parts inside. I verify the hose length and nut size. I count these items in my final random inspection. I take photos of the full kit. You see what goes in the box before it seals.
Accessories Checklist
| Item | Check Point | Risk |
|---|---|---|
| Flexible Hoses | Length and Nut Size (G1/2 or 3/8) | Cannot connect to water supply |
| Fixing Kit | Nut, horseshoe washer, rubber gasket | Faucet wobbles on sink |
| Manual | Language and Diagram accuracy | Customer cannot install |
| Allen Key | Included if needed | Handle cannot be tightened |
How does Glowjoy ensure process control and final quality?
Catching defects at the end is expensive. Preventing them during production is smart. Glowjoy does both for you.
We do not just inspect; we follow up. We monitor raw materials and machining. We run a final strict inspection. We act as your eyes on the factory floor to secure the entire order.
%(Glowjoy production follow up)Glowjoy team discussing technical drawings with factory engineer
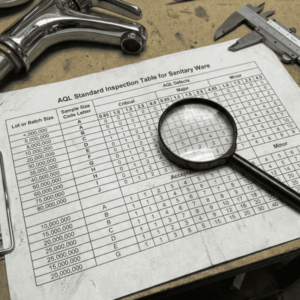
I do not like surprises. That is why Glowjoy starts early. We call this "Production Process Follow-up." I visit the workshop when the brass is just a raw bar. I check the material composition. I watch the machining steps. If I see rough handling, I stop it then. I do not wait for the finished product. We clarify standards before a single unit is made. We sign a quality agreement with the factory. This lists every allowable defect. Then, we do the "Finished Product Inspection" (Inspection). I use the AQL standard. I open random boxes. I test function, looks, and packing. I give you a detailed report. If it fails, I make them rework it. I protect your money and your brand reputation.
Glowjoy's Dual Protection
| Phase | My Action | Benefit to You |
|---|---|---|
| Pro-Production Follow-up | Monitor schedule, raw materials, machining | Prevents delays and hidden defects |
| Final Inspection | AQL random check, leak test check, packing check | Ensures only good products ship |
Conclusion
Defects happen. I reduce them. I check leaks, finish, flow, and parts. Glowjoy secures your supply chain from start to finish.